
Leave a message



 High Quality
High Quality  Mature Technical
Mature Technical  Safe and
Safe and 
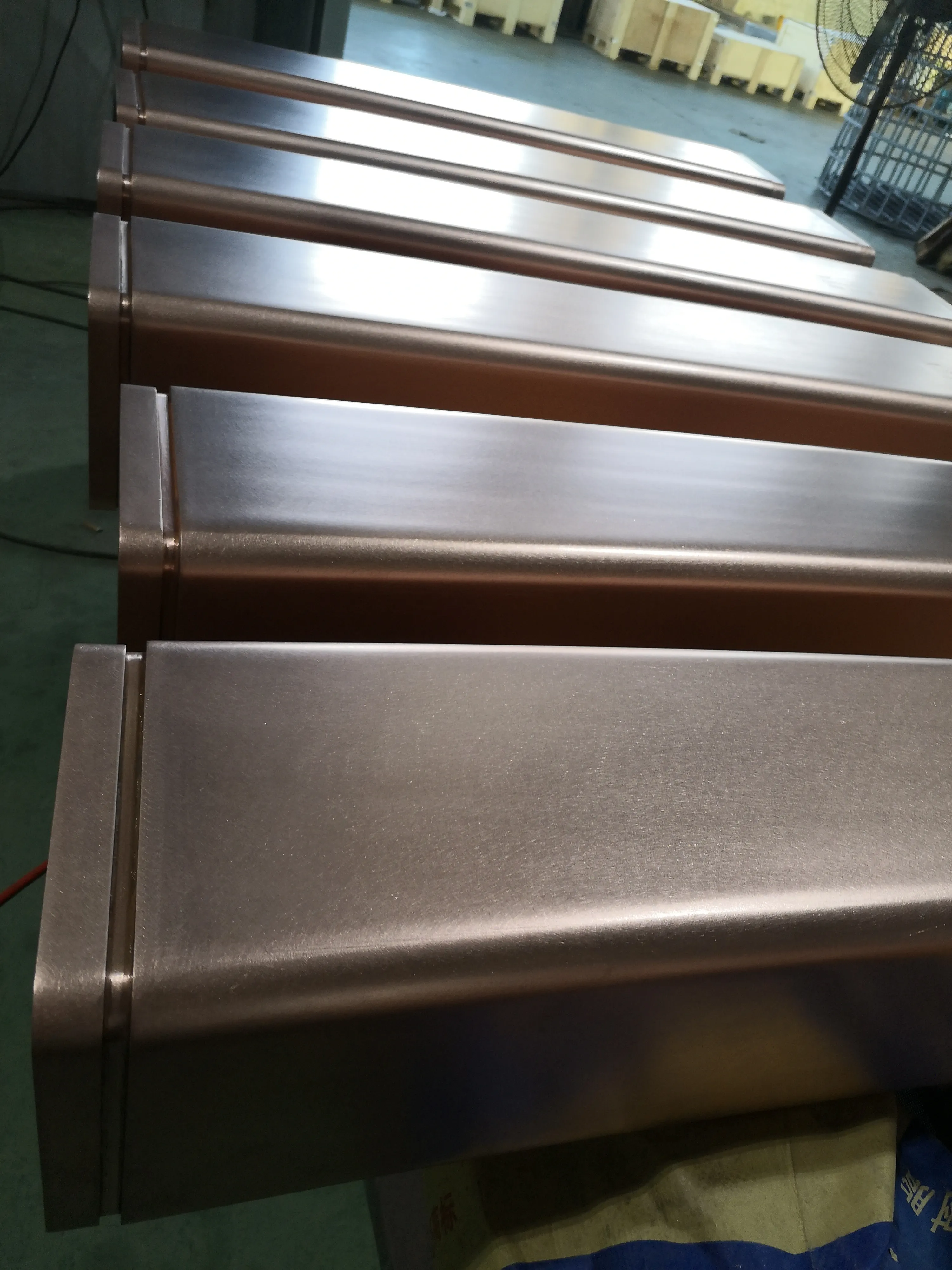
A plate crystallizer guides molten steel through a water‑cooled copper plate cavity so the heat is rapidly extracted and a solid shell forms with the required thickness and width. By maintaining uniform heat transfer across the plate, it reduces surface cracks, segregation, and bulging, enabling stable, high‑speed continuous casting in modern steel mills.
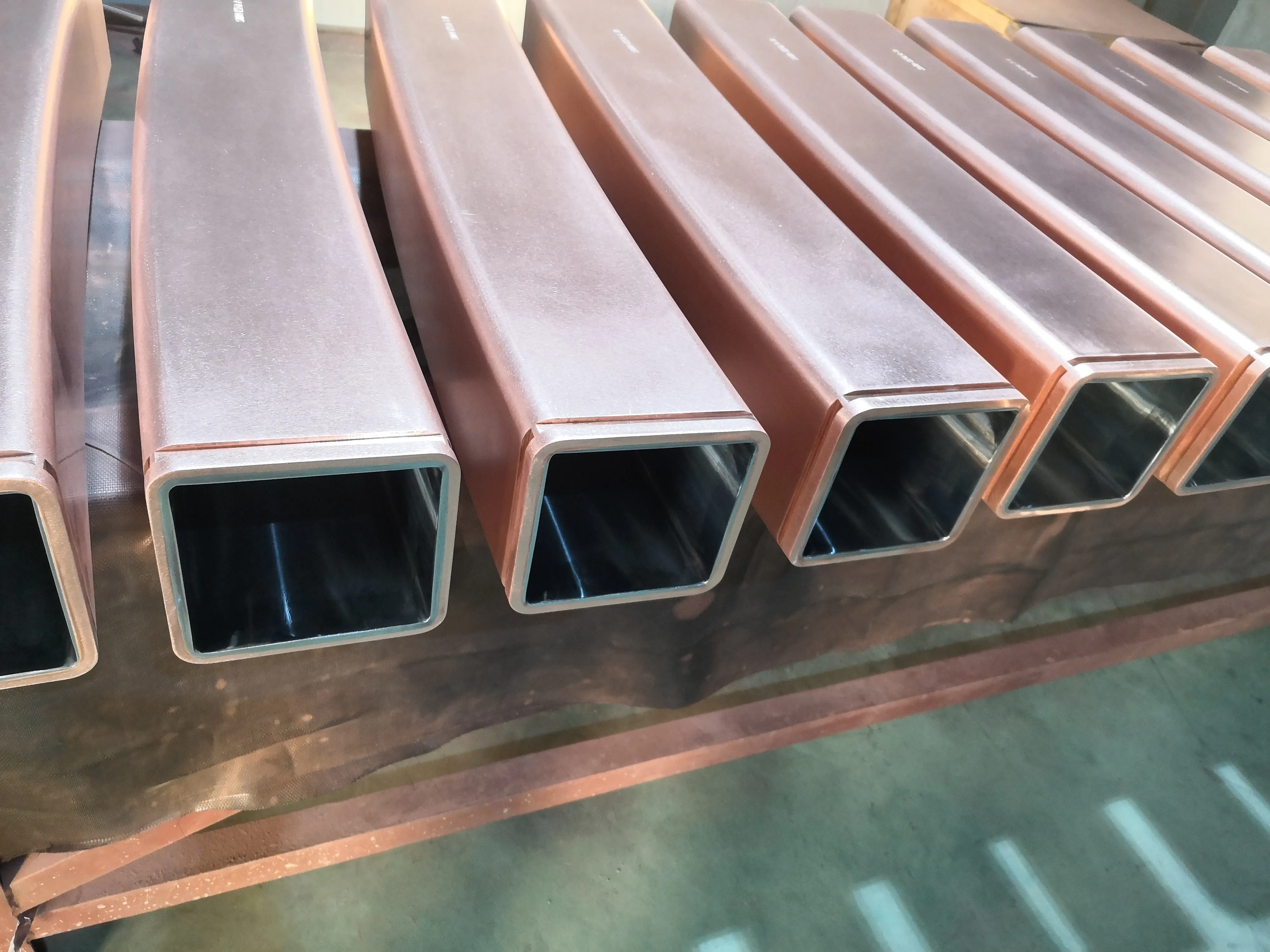
Typical crystallizer copper plates are made from high‑conductivity alloys such as deoxidized copper, Cu‑Ag, Cu‑Cr‑Zr, combining strong thermal conductivity with high strength at elevated temperature. Common specifications include plate widths roughly 900–2200 mm, thickness around 25–50 mm, lengths 800–1200 mm, plus internal cooling channels and surface treatments like hard chrome or advanced multilayer coatings to resist wear and thermal fatigue.
Plate crystallizers offer fast, uniform cooling that supports higher casting speeds, longer campaigns, and better slab surface quality compared with conventional designs. They are widely used in medium and thin‑slab casters supplying plate mills, coil lines, pipes, and heavy structural steel, where improved productivity, energy efficiency, and consistent product quality are critical to competitiveness.
| Attribute | Parameter | Description |
|---|---|---|
| Product Name | Plate Crystallizer Copper Mould | Copper plate assembly forming slab moulds in continuous casting machines for steel slabs. |
| Application | Slab CCM (thin/medium slabs) | Solidifies molten steel into slabs via forced water cooling in plate-based crystallizers. |
| Copper Alloy Grade | Cu-Ag (0.07–0.1% Ag) / Cu-DHP | Alloyed copper with high thermal conductivity and elevated recrystallization temperature. |
| Plate Thickness | 27–60 mm | Varies by slab size; 27 mm for thin slabs, thicker for medium slabs up to 135 mm. |
| Length | 1100–1200 mm | Optimized for funnel-shaped or parallel plate designs in slab casters. |
| Width Range | 1220–1700 mm (wide faces) | Accommodates slab widths from 900–1700 mm in continuous casting. |
| Shape Design | Funnel / Parallel plate / H² | Funnel for nozzle immersion; parallel for uniform stress; H² for flow optimization. |
| Cooling System | Water tank parallel to working surface | Narrow water gap (5–7 mm) ensures high flow rate (6–10 m/min) for heat removal. |
| Surface Coating | Single Cr-plating | Chromium layer improves wear resistance; prone to peeling over time. |
| Thermal Conductivity | ~390 W/m·K | Enables efficient heat dissipation from molten steel to form solid shell. |
| Bulge/Offset | 50–60 mm (funnel max) | Upper bulge supports submerged nozzle and slag melting in meniscus area. |
| Service Life | 200–500 heats (extendable by grinding) | Dependent on alloy, coating integrity, and operational conditions. |
| Slab Thickness Supported | 40–135 mm | Thin slabs (40–60 mm CSP) to medium slabs (90–135 mm). |
| Key Features | Width/thickness adjustment | Online adjustment capability reduces downtime and improves productivity. |
| Standards | OEM / customer specifications | Custom dimensions and tolerances per CCM machine design. |







Payment methods we support

























 Quote Online
Quote Online Contact Us
Contact Us